

波峰焊基础知识概述
发布时间:2020-08-26 浏览:次 责任编辑:晋力达
波峰焊是指将熔融的钎料,经电动泵或电磁泵喷流成设计要求的焊料波峰,亦可通过向焊料池注入氮气来形成,使预先装有元器件的印制板通过焊料波峰,在钎料液面形成一特定形状的钎料峰,装载了元器件的 PCB以某一特定角度,并以一定的浸入深度穿过钎料波峰而实现焊点的钎接过程称为波峰焊接。
波峰焊发展历史
1956年英国Fry’s Metal公司发明了印制路板波峰焊工艺意味着PCB 焊接领域的一个新时代的开始它使PCB由人工烙铁逐点焊接进入到机器自动化大面积高效率焊接的新时代。它使PCB由人工烙铁逐点焊接进入到机器自动化大面积高效率焊接的新阶段,使PCB的焊接工艺真正进入了自动化的时代。它在减少焊点瑕疵、提高电子产品的可靠性、降低生产成本、改善工人的劳动强度、提高生产效率等方面作出了巨大的贡献。
波峰焊工艺优点:
1. 省工省料,提高了生产效率,降低了生产成本;
2. 电路板接触高温焊锡工夫短,可以减轻电路办的翘曲变形。
3. 消除了人为因素对产品质量的干扰和影响,提高了焊点质量和可靠性;
4. 波峰焊机的焊料充沛活动,有利于进步焊点质量;
5. 由于采用了良好的排气系统,改善了操作环境和操作者的身心健康;
6. 熔焊锡的外表浮层抗氧化计隔离空气,只要焊锡波表露在空气中,削减了氧化的时机,可以削减氧化渣带来的焊锡浪费。
7. 一致性好,确保了产品安装质量的一致性和工艺的规范化、标准化;
8. 可以完成手工操作无法完成的工作。
波峰焊分类:
1、按波峰数量分为:单波峰焊和双波峰焊;
2、按系统外形大小分为:微型波峰焊、小型波峰焊、中型波峰焊、大型波峰焊;
3、按焊接工艺分为:一次焊接系统和二次焊接系统;
4、按波峰类型分为:紊乱波-平滑波、空心波-平滑波、Ω波-平滑波;
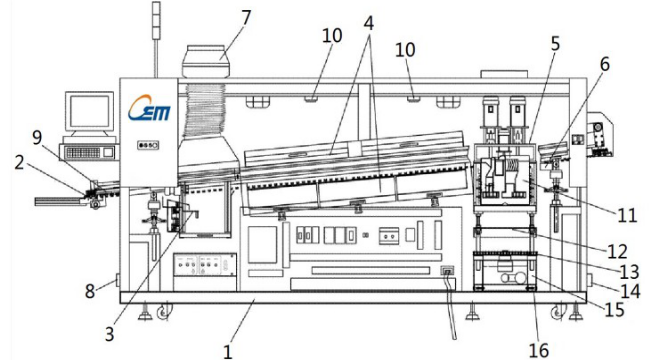
波峰焊组成系统及结构示意图:
1、喷雾系统
2、预热系统
3、锡炉系统
4、传送系统
5、冷却系统
6、电气控制系统
1.电箱 2.进板接驳 3.喷雾箱 4.全热风预热箱 5.波峰装置 6.洗爪装置 7.抽风装置(选配U浮扇)
8.油水分离器 9.夹板装置 10.防爆灯 11.喷锡装置 12.锡炉升降装置 13.锡炉支撑 14.铭牌
15.锡炉自动进出装置 16.锡炉固定防滑装置
波峰焊工作原理:
波峰焊锡机主要是由运输带,助焊剂添加区,预热区,锡炉组成。
运输带主要用途是将电路底板送入波峰焊锡机,沿途经助焊剂添加区,预热区,锡炉等。 助焊剂添加区主要是由红外线感应器及喷嘴组成。红外线感应器作用是感应有没有电路底板进入 ,如果有感应器便会量出电路底板的宽度。助焊剂的作用是在电路底板的焊接面上形成以保护膜。
预热区提供足够的温度,以便形成良好的焊点。有红外线发热可以使电路底板受热均匀。 在双波峰系统中,波的湍流部分防止漏焊,它保证穿过电路板的焊料分布适当。焊料以较高速通过狭缝渗入,从而透人窄小间隙。喷射方向与电路板进行方向相同。单就湍流波本身并不能适当焊接元件,它给焊点上留下不平整和过剩的焊料,因此需要第二个波。
第二层流波或平滑波消除了由第一个湍流波产生的毛刺和焊桥。层流波实际上与传统的通孔插装组件使用的波一样。因此,当传统组件在一台机器上焊接时,就可以把湍流波关掉,用层流波对传统组件进行焊接。
波峰焊的工艺流程:
1、单机式波峰焊工艺流程
a、元器件引线成型一印制板贴阻焊胶带(视需要)———插装元器件———印制板装入焊机夹具———涂覆助焊剂———预热———波峰焊———冷却———取下印制板———撕掉阻焊胶带—二—检验———辛L焊———清洗———检验———放入专用运输箱;
b、印制板贴阻焊胶带———装入模板———插装元器件———吸塑———切脚———从模板上取下印制板———印制板装焊机夹具———涂覆助焊剂———预热———波峰焊(精焊平波和冲击波)———冷却———取下印制板———撕掉吸塑薄膜和阻焊胶带———检验———补焊———清洗——检验———放入专用运输箱。
2、联机式波峰焊工艺流程
将印制板装在焊机的夹具上———人工插装元器件———涂覆助焊剂———预热———浸焊———冷去口———切脚———刷切脚屑———喷涂助焊剂———预热———波峰焊(精焊平波和冲击波)———冷却———清洗———印制板脱离焊机—一检验———补焊———清洗———检验———放入专用运输箱。
波峰焊机基本操作规程
B1 波峰焊机基本操作规程
B1.1 准备工作
a. 检查波峰焊机配用的通风设备是否良好;
b. 检查波峰焊机定时开关是否良好;
c.检查锡槽温度指示器是否正常。
方法:进行温度指示器上下调节,然后用温度计测量锡槽液面下10—15 mm处的温度,判断温度是否随其变化:
d. 检查预热器系统是否正常。
方法:打开预热器开关,检查其是否升温且温度是否正常;
e.检查切脚刀的工作情况。
方法:根据印制板的厚度与所留元件引线的长度调整刀片的高低,然后将刀片架拧紧且平稳,开机目测刀片的旋转情况,最后检查保险装置有无失灵;
f. 检查助焊剂容器压缩空气的供给是否正常;
方法:倒入助焊剂,调好进气阀,开机后助焊剂发泡,使用试样印制板将泡沫调到板厚的1/2处,再镇紧眼压阀,待正式操作时不再动此阀,只开进气开关即可;
g,待以上程序全部正常后,方可将所需的各种工艺参数预置到设备的有关位置上。
操作规则
a.波峰焊机要选派1~2名经过培训的专职工作人员进行操作管理,并能进行一般性的维修保养;
b.开机前,操作人员需配戴粗纱手套拿棉纱将设备擦干净,并向注油孔内注入适量润滑油;
c.操作人员需配戴橡胶防腐手套清除锡槽及焊剂槽周围的废物和污物;
d,操作间内设备周围不得存放汽油、酒精、棉纱等易燃物品;
e.焊机运行时,操作人员要配戴防毒口罩,同时要配戴耐热耐燃手套进行操作;
f.非工作人员不得随便进入波峰焊操作间;
g.工作场所不允许吸烟吃食物;
h.进行插装工作时要穿戴工作帽、鞋及工作服。
B2单机式波峰焊的操作过程
B2.1 打开通风开关。
B2.2 开机
a.接通电源;
b.接通焊锡槽加热器;
c. 打开发泡喷涂器的进气开关;
d.焊料温度达到规定数据时,检查锡液面,若锡液面太低要及时添加焊料;
e.开启波峰焊气泵开关,用装有印制板的专用夹具来调整压锡深度;
f. 清除锡面残余氧化物,在锡面干净后添加防氧化剂:
g.检查助焊剂,如果液面过低需加适量助焊剂;
h.检查调整助焊剂密度符合要求;
i.检查助焊剂发泡层是否良好;
j. 打开预热器温度开关,调到所需温度位置;k.调节传动导轨的角度;
l.开通传送机开关并调节速度到需要的数值;
m.开通冷却风扇;
n.将焊接夹具装入导轨;
o. 印制板装入夹具,板四周贴紧夹具槽,力度适中,然后把夹具放到传送导轨的始端;
p.焊接运行前,由专人将倾斜的元件扶正,并验证所扶正的元件正误;
q. 高大元器件一定在焊前采取加固措施,将其固定在印制板上。
B3 联机式波峰焊机操作过程
B3.1 按B2章中B2.1及B2.2中a—k的程序进行操作。
B3.2 继续本机的操作
a. 插件工人按要求配戴细纱手套。(若有静电敏感器件要配戴导电腕带)插件工应坚持在工位前等设备运行;
b. 根据实际情况调整运送速度,使其与焊接速度相匹配;
c.开通冷却风机;
d. 开通切脚机;
e. 将夹具放在导轨上,将其调至所需焊接印制板的尺寸;
f. 执行B2.2中P和q项;
g. 待程序全部完成后,则可打开波峰焊机行程开关和焊接运行开关进行插装和焊接。
B4 焊后操作
a.关闭气源;
b.关闭预热器开关;
c.关闭切脚机开关;关闭清洗机开关;
d.调整运送速度为零,关闭传送开关;
e.关闭总电源开关;
f. 将冷却后的助焊剂取出,经过滤后达到指标仍可继续使用,将容器及喷涂口擦洗干净;
g.将波峰焊机及夹具清洗干净。
B5 焊接过程中的管理
a.操作人必须坚守岗位,随时检查设备的运转情况;
b.操作人要检查焊板的质量情况,如焊点出现导常情况,如一块板虚焊点超过百分之二应立即停机检查;
c.及时准确做好设备运转的原始记录及焊点质量的具体数据记录;
焊完的印制板要分别插入专用运输箱内,相互不得碰压,更不允许堆放(如有静电敏感元件一定要使用防静电运输箱)。
不良分析
波峰焊的未来:
波峰焊接曾是最常用的焊接技术。这是因为其速度优于手动焊接,从而实现了PCB组装的自动化。该工艺特别擅长焊接非常快速间隔良好的通孔元件。随着对较小PCB的需求导致使用多层板和表面贴装器件(SMD),需要开发更精确的焊接技术。
这导致选择性焊接方法,其中连接单独焊接,如在手工焊接中。机器人技术的进步比手动焊接更快,更精确,这使得该方法的自动化成为可能。
波峰焊接由于其速度和适应较新的PCB设计要求而有利于SMD的使用,因此仍然是一种良好实施的技术。已经出现了选择性波峰焊接,其使用喷射,其允许控制焊料的施加并且仅引导到选定区域。 通孔元件仍在使用中,波峰焊无疑是快速焊接大量元件的最快技术,可能是最好的方法,具体取决于您的设计。
尽管其他焊接方法(例如选择性焊接)的应用正在稳步增加,但波峰焊接仍具有优势,这使其成为PCB组装的可行选择。
