波峰焊接过程中的温度有什么特性讲解?
发布时间:2021-03-06 浏览:次 责任编辑:晋力达
波峰焊是让插件板的焊接面直接与高温液态锡接触达到焊接目的,其高温液态锡保持一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象,所以叫"波峰焊",其主要材料是焊锡条。说到波峰焊时,下面小晋给大家科普一下波峰焊接过程中的温度特性。
单波峰焊接时,在波峰焊接过程中,热能是绝对必需的条件,热过程的控制及热能的有效利用,是确保波峰焊接效果的重要因素。在单波峰情况下,PCB在进入波峰焊接设备系统后焊接面上的温度随时间的变化关系,当然,对于不同的设备系统,该曲线会稍有不同,但总的规律是大同小异的。
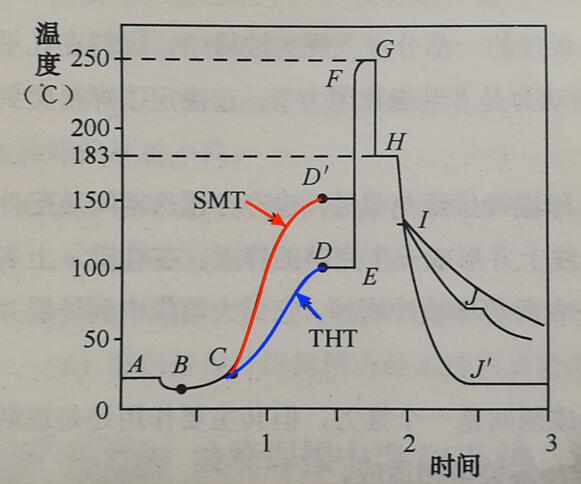
当焊接操作开始,操作者将室温PCBA通过助焊剂涂覆区时,印制板的温度接近于助焊剂的液温,即图中B点。涂覆了助焊剂的PCB从C点开始进入预热区,受热后助焊剂中的溶剂不断被蒸发,而助焊剂中的固体成分开始分解出能净化基体金属的活性物质,在PCB到达D点时,达到预热所要求的温度,这是一般的通孔安装PCBA预热温度曲线。对于 SMC/SMD的大量应用的PCBA,由于PCB基板材质、厚度、层数、铜箔黏合剂等因素,决定其热容量的提高,预热温度也随之提高。预热温度被普遍提高到与焊接温度的差值小于100℃以内的程度,如图中红色曲线所示的D'点(150℃左右)。
对于通孔安装PCBA来说,通过预热区D点后的PCB,已经位于焊料槽的上方,焊料槽表面的辐射热继续维持对PCB的预热。PCB保持预热所达到的温度(DE段)继续前进,直到与焊料波峰相接触的E点。PCB在E点处浸入焊料波峰后温度急剧上升到达F点,并不断逼近饱和温度(G点),由F点到G点的区间为热交换区。F和G之间温差的大小与预热过程是否充分有关。PCB板在此区间要经历3~5s的时间,这个时间的长短与PCB上的热容量有关。
PCB过了G点开始脱离焊料波峰,焊点上的焊料温度虽然迅速下降,但焊料仍为液态,温度降到H点(183℃附近)后并停留一段时间(曲线保持为水平直线段),放出潜热完成液相到固相的转变。H→I为自然冷却段,从I点开始进入强制冷却区,图中I→J为强制风冷的冷却曲线,而I-J则为采用强制液体冷却的快速冷却曲线。
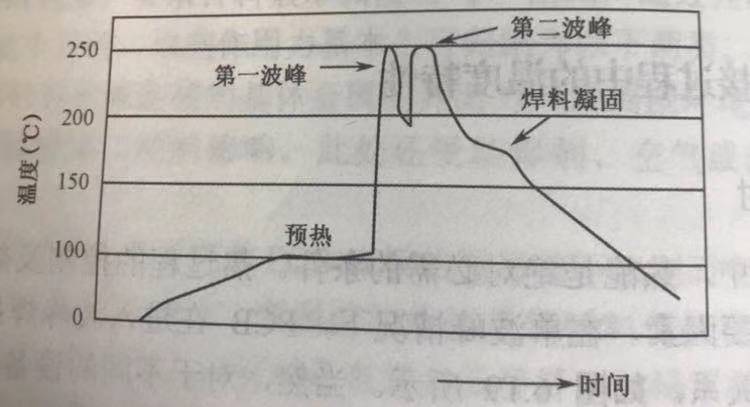
双波峰焊接时,双波峰焊接由于SMD没有THD那样的安装插孔,助焊剂受热后挥发出的气体散出,另外,SMD有定的高度和宽度,又是高密度贴装,而焊料表面有张力作用,因而焊料很难及时湿润渗透到贴装元件的每个角落,所以如果采用单波峰焊接,将会出现大量的漏焊和桥连,必须采用双波峰焊接才能解决上述问题。
在前面的文章已经讨论了油除了能减少渣的形成之外,还有下述三个优点。
①降低了钎料的表张力,改进了润温性能。
②含油的钎料表面比不含油的钎料表面在获得 同等的润温能力情况下,可降低温度10~16°C。润温性改善了,就可以抑制桥连、拉尖等焊接缺陷。在波峰出口处,油能黏附在剥离区钎料的表面,使这个特殊界面区和空气隔离,并在脱离点上形成由已被钎料润湿并包有油层的铜箔、包有油层的钎料波以及油膜本身构成的三相系统,使已被钎料润湿了的铜、钎料波和油层之间界面的表面能达到平衡。这和钎料波直接暴露在大气中带上氧化渣时相比,能获得更加良好的焊点fu形。
③在钎料波热交换区存在油,在助焊剂离开之后起到了一种附加的助熔作用,这对纠正一些外部的浸润缺陷有着重要的作用。
最后,那今天就先到这里,想要了解更多波峰焊,欢迎咨询:0755-2764 2870。