

晋力达回流焊技术至今发展历程
发布时间:2025-08-23 浏览:次 责任编辑:晋力达
晋力达回流焊技术至今发展历程
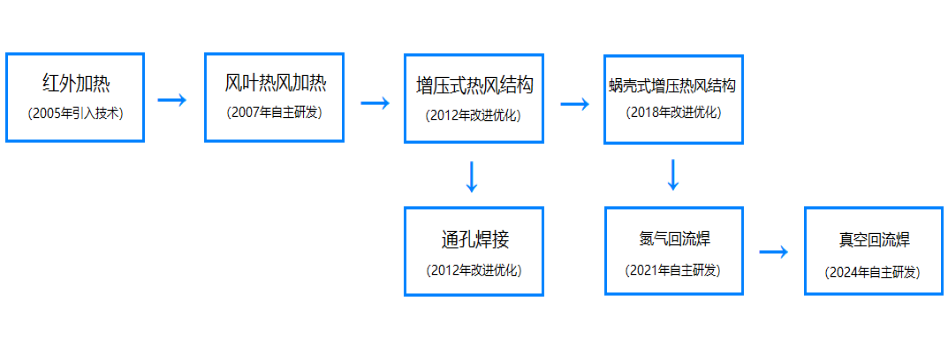
第一代红外热辐射结构(2005年)
00001. 晋力达成立并通过学习国外回流焊技术引入了红外热辐射加热结构,使用红外发热管+发射板结构传递热量,属于基础型回流焊,在国内广泛使用且成本较低。热能传递集中于元件表面,局部升温速率快,适合小型元件密集焊接,符合当时的国内低端简易产品焊接工艺要求并沿用至今。 
红外加热回流焊
00002. 红外加热优点:
00003. 波长与焊料吸收波段匹配(1–5μm),能快速穿透焊膏激活助焊剂离子化,提升润湿性并加速溶剂挥发,减少焊料飞溅。

上红外+下红外加热
00004. 这类技术虽沿用至今但局限于某类只适合光热传递的产品。
00005. 例如我司客户香港恩达集团国内子公司在2024年采购我司2台大型22温区红外辐射回流焊用于丰田、本田、大众、宝马、奥迪等品牌车用PCB板碳油固化,由于碳油固化的特殊性,必须使用中波红外灯管加热。

恩达集团现场22温区回流焊以及碳油固化产品
00006. 此技术相对于SMT行业缺点非常明显,行业内已完全弃用此技术:
00007. 光辐射的局限性(阴影效应)
红外辐射穿透能力弱,高层元件或密集布局会遮挡光辐射路径,导致阴影区域(如引脚、大元件)加热不足,小元件过热,且光无法辐射到QFN等芯片底部焊点,造成温度偏差极大引发虚焊或冷焊,只适合一些简单的线路板焊接,例如:普通LED灯板。
元件颜色差异(深色吸热强、浅色反射多)造成局部温差,深色器件易过热损坏,浅色区域焊接不良。
热效率较低(5–15W/m²K)
温度均匀性差
板面材料导热系数差异(如陶瓷基板与塑料元件)导致吸热不均,需精确匹配辐射波长与基板特性,否则易出现边缘与中心温差10-20℃的问题。
热应力风险
局部快速升温会因元件与PCB膨胀系数不匹配引发热应力裂纹,对柔性基板或微焊点可靠性影响显著。
第二代热风加热结构(2007年)
晋力达自行研发热风循环技术,通过高温马达+风叶吹风,使发热管加热变为热风,侧位回风形成循环,热风结构热传递效率显著提升(30–50W/m²K),消除了阴影效应和颜色对吸热的影响,成为当时主流技术。

![]()

风叶热风结构回流焊

风叶设计图
热风加热优点:
解决连接器/QFN底部冷焊问题(填充不足率↓80%);
提升产品整体分布温差,横向温差5-8℃,消除阴影效应,降低大量焊接不良。
缺点:
 扇叶尖端效应(温区中间风速低,两侧风速高)
扇叶尖端效应(温区中间风速低,两侧风速高)
1,风扇叶片旋转时,叶尖线速度最大,形成强离心气流集中于外围;而中心区域线速度低,气压梯度小,导致热风明显减弱(物理特性),类似飞机翼尖涡流原理,中心形成低压区,故由于风叶结构的限制,导致温区横向温差大。


2,发热管结构限制导致温度滞后传递。

发热管结构图
发热管通电加热后,热量需层层传递至产品:内部加热丝→填充的绝缘导热介质氧化镁粉→不锈钢金属管壁→风叶吹至目标物体,因结构导热速率有限及热容效应,待数秒后目标物体无法快速升温,传统电热管的热滞后可达数秒至数十秒。
3,风叶结构限制,无法形成强增压微循环结构,对于铜、铝基板,带工装治具等吸热产品的热穿透性弱。
上诉3个缺点导致此款结构的回流焊无法适应国内不断更新换代的各类越发高端的产品需求,于2012年升级改进。
第三代增压热风结构(2012年)
风叶热风加热结构的穿透力不足,而风轮增压式热风结构正是为解决这个问题诞生的,回流焊增压热风结构的核心原理是通过强制高压气流穿透高元件阴影区,解决传统热风炉的热传递不均匀问题。

第三代增压热风回流焊
设计优缺点:
1. 热风生成与增压机制
· 马达驱动:马达驱动吸入气体,通过风轮加速器加压形成高速气流。
· 气体加热:加压后的气流流经发热丝加热模块,转化为高温热风。
· 增压目的:增加气流压力可提升热风穿透力和流速,确保热量快速均匀渗透至电路板缝隙与元件底部,避免局部温差。
2. 热风循环与分布设计
· 双循环系统:设备采用独立的上下温区多孔式喷嘴设计,强制热风在炉膛内循环流动。
· 均匀控温:喷嘴阵列分布及风压调节保证热量覆盖整个焊接区域,减少PCB边缘与中心的温差。

3. 效率优化+动态降效
· 智能温控:通过传感器实时监测各温区温度,调整马达功率,维持热场稳定。
· 动态降效:通过PID控温,待机状态自动降低能耗,产品进入自动增加加热频率。

第三代增压热风结构设计图

4. 热穿透能力革命性提升
10mm高元件底部温差从 10℃→4℃(解决连接器冷焊)
通孔填充率74%→95%(军工级IPC-610 Class 3标准)
5. 温度均匀性突破
PCB板面横向温差从8℃→2-4℃
6.缺点
在国内生产转型换代的大环境下,设备在应对较宽产品时,温度均匀性变差。例如:产品宽度达700mm时,增压压力不够,风速出现两侧与中间温差大于4℃。
大批量生产重型吸热产品,回温较慢,掉温快。
在维护更换发热丝时,需要停线,耗时2-4小时,维护时间太长,极大的影响生产进度。
我司与2018年改进升级为蜗壳式热风结构完美解决上诉所有缺陷。
通孔焊接(2012年)
回流焊通孔焊接(Through-Hole Reflow, THR)技术通过将通孔元件(THT)融入SMT流程实现高效生产,THR本质上是将通孔焊接“SMT化”,所以核心优势必然是效率提升和工艺集成。但缺点也很明显:对设计、材料和工艺控制的要求都更高。
通孔回流焊(THR)与标准回流焊在设备制造上的核心区别主要体现在焊接对象的差异带来的工艺控制要求升级。

一、具体差异
1. 热管理系统设计
· 通孔回流焊:由于通孔元件(THT)引脚需穿透PCB,焊料必须从表层经孔壁流向底层,以及部分产品带治具,吸热量大,因此设备需增强加热能力和回温速率,例如加大发热丝功率,提升热风风速,和回温速率以及优化热风循环系统,确保通孔内焊料充分润湿并形成可靠透锡,热管理精度要求更高,以避免透锡不足或桥接。

通孔焊接示意图
2. 载具与轨道适应性
· 标准回流焊:PCB通常水平传输,载具设计以支撑薄型板卡为主,对元件高度容忍度较低,传送带一般以1.8-2mm钢丝拼接而成,载重低于30kg。

标准乙字型网带
· 通孔回流焊:部分产品需定制重载传动结构,特殊载具固定插装元件。THT元件(如高引脚连接器)在回流过程中可能因重力或振动位移,因此需定制精密定位夹具,且轨道需适应更厚、更重、更高、更宽的混装产品。

重载人字型网带
3. 锡膏印刷与钢网工艺
· 标准回流焊:钢网开孔对应SMD焊盘,锡膏量通过厚度与开口尺寸控制。
· 通孔回流焊:部分产品需定制阶梯钢网或针管印刷技术。通孔焊盘需额外堆积锡膏(通常增加30%~50%体积),钢网采用加厚局部或双印刷工艺确保孔内填充,同时避免印刷后锡膏塌陷堵塞通孔。
4. 工艺窗口控制
· 标准回流焊:工艺窗口相对较宽,温度曲线聚焦于焊膏熔融与冷却速率。
· 通孔回流焊:工艺窗口显著收窄,需平衡通孔透锡率与元件耐热性;
· 延长回流区时间(较标准工艺增加10%~20%)确保熔融焊料流入孔内;
严格控制升温斜率(≤2℃/s)防止THT元件封装开裂,产品及元件根据工艺需承受高温,以无铅高温锡膏为例:产品需承受260℃/40s 。
5. 质量可靠性突破
焊点强度:THR形成 垂直焊料柱,抗拉强度>50N(波峰焊仅35N)
透孔填充率:优化后达 92%(IPC Class 3要求>75%)
二、显著缺点
1. 元件与设计限制
耐温瓶颈:
塑料连接器需承受 260℃/40s
孔径比约束:
板厚/孔径 ≤ 6:1(1.6mm板厚需孔径≥0.27mm)
焊盘设计:
部分产品必须采用 泪滴形焊盘 防剥离(矩形焊盘剥离风险↑80%)
2. 材料成本上升
项目 | THR工艺成本 | 传统工艺成本 | 增幅 |
锡膏 | ¥340/kg | ¥240/kg | +41% |
钢网开模 | ¥300/款 | ¥200/款 | +50% |
治具 | ¥400/套 | 无需 | 新增成本 |
三、关键技术难点与解决方案
1. 透孔填充不良
现象:孔壁爬锡高度<50%
解决措施:阶梯钢网:通孔区域厚度 0.2mm(其他区域0.15mm)
锡膏类型:高活性助焊剂(如Indium THR-1)+ Type4锡粉(20-38μm)
2. 元件热损伤
例如:元件类型为连接器,或产品以及产品上含有不耐热元件
热屏蔽罩:在连接器上方加装 铝合金反射板(降温15℃)
案例:深圳客户,用于医疗器械镀金产品通孔焊接



四、第四代快卸式蜗壳增压热风结构(2018年)

热传递效率显著提升(100–160W/m²K)
蜗壳式热风结构在回流焊工艺中具有显著优势,其核心优点体现在以下方面:
1.热效率与温控精度提升
采用双通道热风循环设计,直接从源头吸入预热气体,结合变频马达驱动,大幅提升升温速度和热效率。相比传统增压式结构吸入冷风再加热的方式,蜗壳式结构显著缩短回温时间,消除局部"阴影效应",确保PCB板面受热均匀性。

第四代热风结构及热风控制系统


专利蜗壳式双通道热风结构
❄️ 2. 冷却性能强化
模块化冷却系统支持强冷风(BOLW THRU)或水冷技术,冷却速率可达>3℃/秒,满足无铅焊接对快速冷却的严苛要求,有效减少焊点应力并提升可靠性2。
��️ 3. 维护便捷性与系统灵活性
· 快速维护:发热体支持不停产更换,大幅缩短设备停机时间2;
· 模块化扩展:可选单轨至四轨配置,单机产能提升2-4倍,能耗降低60%以上2;
· 氮气兼容性:密闭式氮气保护设计将氧残留量控制在极低水平,减少焊盘氧化并改善BGA等精密元件焊接质量2。
�� 蜗壳式 vs 传统增压式结构对比
性能指标 | 蜗壳式结构 | 传统增压式结构 |
热风供给方式 | 吸入即热风,双通道循环12 | 吸入冷风,经发热体二次加热2 |
温度均匀性 | 消除阴影效应,板面温差≤±1℃5 | 风速不足,易受热不均2 |
维护成本 | 发热体快速更换,效率高2 | 拆卸复杂,停机时间长2 |
适用工艺 | 支持高精度无铅焊接(245±5℃)2 | 温控精度受限,良率较低1 |
蜗壳式设计通过源头控温与模块化创新,成为高密度电子组装的关键技术支撑
五、第五代氮气回流焊(2021年)

· 氮气氛围:设备引入氮气替代空气,通过密封管道增压输送,减少焊点氧化,提升焊接质量。
六、第六代真空回流焊结构(2024年)
技术演进补充
· 通孔回流焊技术:2010年代后逐步成熟,实现通孔元器件与表面贴装同步焊接,支持复杂多层电路板制造4。
· 现代工艺优化:21世纪20年代,真空回流焊、氮气保护系统、高温实时监控技术进一步提升了焊接精度和良率79。
· 自动化与仿真系统:近年发展出回流焊仿真系统及高温摄影技术,实现对“黑匣子”过程的精准控制与优化9。
⏳ 关键时间节点
阶段 | 时间跨度 | 技术特点 |
红外辐射 | 1980年代中期 | 颜色影响吸热 |
热风回流 | 1990年代 | 热效率提升,无阴影效应 |
气相焊接 | 1990年代末 | 高效但冷却差 |
真空蒸汽冷凝焊接 | 2000年代–至今 | 无空洞焊接,冷却优异 |
通孔回流焊普及 | 2010年代后 | 兼容通孔与表面贴装 |
总结
回流焊技术从20世纪70年代起步,历经热传导、辐射、对流等热传递方式革新,逐步解决效率、均匀性、可靠性问题,最终发展为支持高密度电子组装的精密工艺。其核心发展逻辑是通过提升热传递效率和消除焊接缺陷,满足电子产品小型化与高可靠性的需求。
核心关键词索引
#深圳回流焊 #晋力达回流焊 #SMT 设备 #氮气保护焊接 #智能回流焊 #高精度焊接设备 #电子制造设备#回流焊十大品牌
