

关于波峰焊温度常见问题汇总
发布时间:2020-08-14 浏览:次 责任编辑:晋力达
波峰焊是电子制造领域一种常见的工艺,在这种焊接工艺中最常见的一个问题就是波峰焊温度了,对于很多的波峰焊技术员来说如何设定波峰焊温度和波峰焊温度曲线图等等都还有很多疑问,今天15年波峰焊机厂家晋力达为大家总结了一些关于波峰焊温度常见的问题,希望可以帮助到大家。
波峰焊温度曲线图介绍
在预热区内,电路板上喷涂的助焊剂中的溶剂被挥发,可以减少焊接时产生气体。同时,松香和活化剂开始分解活化,去除焊接面上的氧化层和其他污染物,并且防止金属表面在高温下再次氧化。印制电路板和元器件被充分预热,可以有效地避免焊接时急剧升温产生的热应力损坏。电路板的预热温度及时间,要根据印制板的大小、厚度、元器件的尺寸和数量,以及贴装元器件的多少而确定。在PCB表面测量的预热温度应该在90~130℃间,多层板或贴片套件中元器件较多时,预热温度取上限。预热时间由传送带的速度来控制。如果预热温度偏低或预热时间过短,助焊剂中的溶剂挥发不充分,焊接时就会产生气体引起气孔、锡珠等焊接缺陷;如预热温度偏高或预热时间过长,焊剂被提前分解,使焊剂失去活性,同样会引起毛刺、桥接等焊接缺陷。为恰当控制预热温度和时间,达到佳的预热温度,也可以从波峰焊前涂覆在PCB底面的助焊剂是否有粘性来进行判断。
波峰焊温度曲线图及温度控制标准介绍
合格温度曲线必须满足:
1: 预热区PCB板底温度范围为﹕90-120oC.
2: 焊接時锡点温度范围为﹕245±10℃
3. CHIP与WAVE间温度不能低于180℃
4. PCB浸锡时间:2--5sec
5. PCB板底预热温度升温斜率≦5oC/S
6. PCB板在出炉口的温度控制在100度以下
各区域温度与持续时间同样是由设备各区温度设定、熔融焊料温度与传送带的运行速度来决定的。波峰焊温度曲线测量仍然需要通过测试手段确定,其基本过程也与回流曲线测定类似。由于PcB的正面(面,Top—orBoard)般贴装密集,因此温度曲线可只检测面温度。测试时,确定传送带速度,然后记录试验板面少三个点的温度。反复调整加热器温度值使各点温度达到设定的曲线要求,后再进行实装测试并进行必要的调整。在编制工艺文件时,除了记录加热温度曲线设定外,般还要记录焊剂及其徐布工艺参数(泡沫高度、喷射角度、压力、密度控制要求以及焊剂情理等),焊料波参数、焊料捡测和撤渣要求等,这些都是波峰焊的主要工艺参数。
PCB过波峰焊的最佳温度是多少

PCB过波峰焊的最佳温度是280摄氏度。
印刷电路板PCB电路板维修SMT组件,1206以下的电阻器和电容器以及dao面积小于5 mm2的组件时,焊点温度必须比焊料熔点高50摄氏度,即250摄氏度。 至270摄氏度之间;
对于大型组件,烙铁温度应设置在350至370之间,最高温度不应超过390,焊接时间不应太长,只需几秒钟,在这种情况下不会损坏PCB上的焊盘。
波峰焊温度设定的标准
波峰焊接参数设定主要是波峰焊温度的设定和其它几项参数的设定。那么应该如何设定才能达到好的波峰焊接品质呢?波峰焊温度的设定事实上就是预热温度和焊接温度的设定,波峰焊加工PCB线路板会经过预热区,焊接区和冷却区。15年波峰焊机生产厂家晋力达这里根据售后服务的经验来为大家分享一下波峰焊接参数温度设定标准及技巧。
波峰焊生产线
一、波峰焊接温度设定的标准
波峰焊运输速度为0.8m/mim~1.8m/min;
波峰焊预热温度为:80℃~150℃,预热时间为:40S-100S
波峰焊锡炉温度为:250℃~280℃.焊接时间为2S—8S.
无铅助焊剂(现以康辉的KH-800型为准)
无铅稀释剂(现以康辉的KHX-800型为准)
波峰焊机显示器上实际温度与设置温度相差5℃以上(不含5℃)时为异常,此时不可使用波峰焊.(如果用夹具相差10℃以上为异常)
运输带角度为30 -70
气压设定在4-7kgf/cm2
夹送倾角为:4~6度;
助焊剂喷雾压力为:2~3Psi;
针阀压力为:2~4Psi;
已设置好的波峰焊机参数如要修改需经工程师确认并存档才可使用.
怎么设定波峰焊温度?
波峰焊对预热的要求是要从低温(80度)以斜坡上升至高温度(130度以下),一般刚开机预热要升温5-10分钟,预热的时间一般都是120秒,机板的受热温度要在180度以下、无铅波峰锡槽的最佳温度250-265度。要是有过炉治具的话就要温度可以打到170度以下,预热段的温度要从低到高的设置,相邻的预热区温度相差最好在10度左右!一般刚开机预热要升温5-10分钟,预热的时间一般都是120秒,线路板的受热温度要在180度以下、有铅波峰焊锡槽230+/-20摄氏度、无铅波峰锡槽的最佳温度250-265度。
有铅波峰焊三段预热区及锡炉温度的设定:单面板有铅焊接工艺:运输速度:1.5米/分钟;预热1:120℃、预热2:130℃、预热3:140℃;锡炉温度230+/-20摄氏度。这样设置的话板面温度有85℃;板底温度有100℃、双面板有铅焊接工艺:运输速度:1.2米/分钟;预热1:130℃、预热2:140℃、预热3:150℃;锡炉温度245℃-252℃。这样设置的话板面温度有95℃;板底温度有110℃、具体的实际参数都要用专业的炉温曲线测试仪来测量才可以、如果这个参数没有达到焊接工艺的话、还要调整参数、在进行测试、达到标准为止。
无铅波峰焊的预热区温度升温速率一般控制在1.2~1.6℃/s(秒),预热区温度一般不超过160℃,保温区温度控制在160~170℃,波峰区峰值温度一般控制在250-265度,并且温度的维持时间在10~15秒,从升温到峰值温度的时间应维持在三分半到四分钟左右
温度曲线测试线路板上取点问题:准备测试前线路板上的取点是取决于测试仪端口的多少来决定的,有的仪器有4个端口,有的有6个,测试板越大,取的点就越多,有的客户是有要求的,点越多,参考的范围就越大,便于观察你整个测温板的温度受热均匀度。板面一般只要一根线就可以了,除非客户有特殊要求。
波峰焊温度设定常用技巧?
1、波峰焊接温度
波峰焊焊接温度是影响焊接质量的一个重要的工艺参数。当焊接温度过低时,焊料的扩展率、润湿性能变差,由于焊盘或元器件焊端不能充分的润湿,从而产生虚焊、拉尖、桥接等缺陷;当焊接温度过高时,则加速了焊盘、元器件引脚及焊料的氧化,易产生虚焊。焊接温度应控制在250+5℃。
2、波峰焊预热温度
预热的作用是使助焊剂中的溶剂充分挥发,以免印制板通过焊锡时,影响印制板的润湿和焊点的形成;使印制板在焊接前达到一定温度,以免受到热冲击产生翘曲变形。一般预热温度控制在180~ 200℃,预热时间1 ~ 3分钟。
3、波峰焊运输轨道倾角
轨道倾角对焊接效果的影响较为明显,特别是在焊接高密度SMT器件时更是如此。当倾角太小时,较易出现桥接,特别是焊接中,SMT器件的遮蔽区更易出现桥接;而倾角过大,虽然有利于桥接的消除,但焊点吃锡量太少,容易产生虚焊。因此轨道倾角应控制在5°~ 7°之间。
4、波峰焊波峰高度
波峰的高度会因焊接工作时间的推移而有一些变化,应在焊接过程中进行适当的修正,以保证理想高度进行焊接,以压锡深度为PCB厚度的1/2 - 1/3为准
设置波峰焊接温度参数时,具体的实际参数都要用专业的炉温曲线测试仪来测量才可以、如果这个参数没有达到焊接工艺的话、还要调整参数、在进行测试、达到标准为止。
波峰焊的温度曲线及工艺参数控制
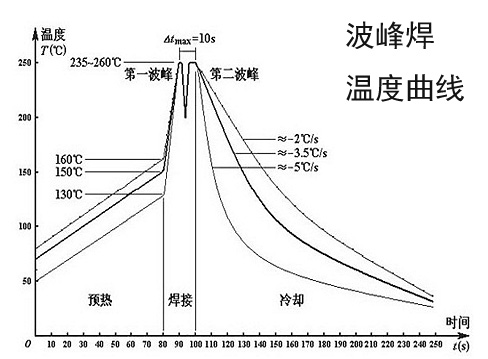
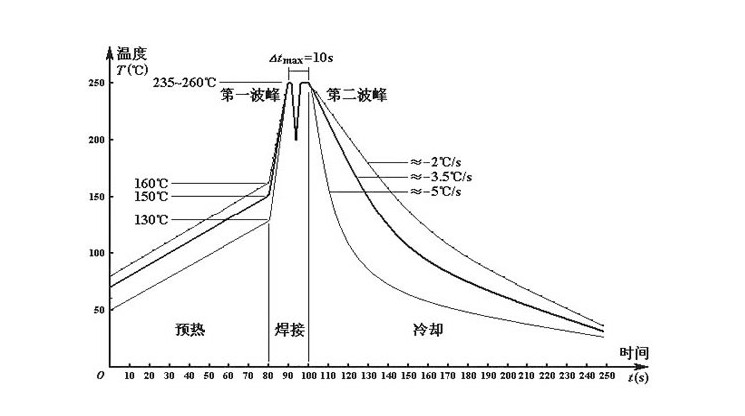
理想的双波峰焊的焊接温度曲线如图6-6所示。从图中 J0011D01BNL可以看出,整个焊按过程被分为三个温度区域:预热、焊接、冷却。实际的焊接温度曲线可以通过对没备的控制系统编程进 在预热lK内,电路板上喷涂的助焊剂中的水分和溶剂被挥发,可以减少焊接时产生的气体。同时,松香和活化剂开始分解活化,去除焊接面上的氧化层和其他污染物,并H卜11}∶佥属表面在高温下再次氧化。
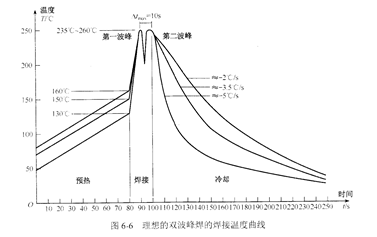
印制电路板和元器件被充分预热,可以有效地避兔焊按时急剧升温产生的热应力损坏。电路板的预热温度及时间,耍恨据印制板的大小、厚度、元器件的尺寸和数量,以及贴装元器件的多少而确定。在PCB表面测董的预热温度应该在⒇℃~130°C之问,多层板或贴片元器件较多时,顶热温度取上限:预热时问由传送带的速度来控制。如呆预热温度偏低或预热时问过短,助焊剂中的溶剂挥发不充分,焊按时就会产生气体引起气孔、锡珠等焊接缺陷;如预热温度偏高或预热时间过长,焊剂被提if分解,使ht剂太去活性,闸样会引起毛刺、桥接等焊接缺陷。
波峰焊预热温度和焊接温度是多少?
波峰焊温度指的就是波峰焊的预热温度和焊接温度,预热温度和焊接温度的多少也跟焊接的产品有关,需要根据焊接产品来调节。下面晋力达波峰焊为大家详细的介绍,请看完后再看相关阅读,对波峰焊温度的调节做个详细的了解。
波峰焊是把融化的焊锡用动力形成如同海水的波浪纹,用它扫过电路板的焊点,完成焊接的工作。说的简单,操作起来有很多需要调整的方面,关于焊锡温度需要经过多次试验才可以确定,由于产品的特性不同,尺寸大小不同,PCB的布线方式及铜箔量不同,PCB的元件量不同,综合以上因素PCB所需的温度量也会不同,所以每个产品必须使用专用工程板测试条专用的温度曲线,以确保设备设定温度适合产品的需求。当设备和产品发生变更的情况下必须重新测试温度曲线,重测要求参考波峰焊标准作业程序“波峰焊印制电路板装配工艺控制要求”。一般的波峰焊接温度范围:无铅的温度:255+/-5摄氏度 ,有铅波峰焊温度:230+/-10摄氏度
波峰焊工艺→印制板预热温度和时间的控制 预热的作用:
a.将焊剂中的溶剂挥发掉,这样可以减少焊接时产生气体;
b.焊剂中松香和活性剂开始分解和活性化,可以去除印制板焊盘、元器件端头和引脚表面的氧化膜以及其它污染物,同时起到保护金属表面防止发生再氧化的作用;
c.使印制板和元器件充分预热,避免焊接时急剧升温产生热应力损坏印制板和元器件。
印制线路板预热温度和时间要根据印制板的大小、厚度、元器件的大小和多少、以及贴装元器件的多少来确定。预热温度在90-130℃(PCB表面温度),多层板以及有较多贴装元器件时预热温度取上限。参考时定要结合组装板的具体情况,做工艺试验或试焊后进行设置。预热时间由传送带速度来控制。如预热温度偏低或和预热时间过短,焊剂中的溶剂挥发不充分,焊接时产生气体引起气孔、锡球等焊接缺陷;如预热温度偏高或 预热时间过长,焊剂被提前分解,使焊剂失去活性,同样会引起毛刺、桥接等焊接缺陷。
