

波峰焊助焊剂喷头不喷雾怎么解决
发布时间:2021-11-20 浏览:次 责任编辑:晋力达
针对广大客户使用波峰焊设备出现喷头不喷雾的情况,晋力达今日分享常见故障以及详细处理方法。
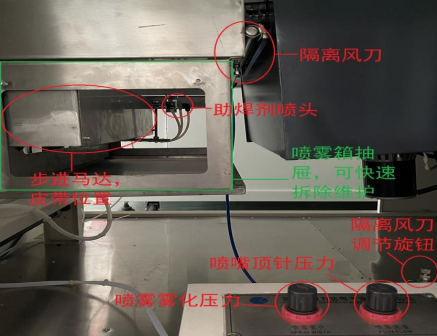
波峰焊助焊剂喷雾区主要由两个部分配合组成:
1,喷头移动系统
2,喷头喷雾系统。

1,喷雾移动目前分为两种:⑴ 由气缸推动 ⑵ 由步进马达+直线导轨滑块,同步轮,同步带组成。
首先需要排除是否在自动模式下不喷雾,手动模式可以喷雾这个情况是由于进板光眼或测速感应器发生故障导致PLC无法计算产品的具体位置,故不喷雾,今天讲解的问题不包括这种情况。

气缸移动故障原因:
①,气缸密封条漏气导致气缸无法移动
解决方法:关闭喷雾后气缸有漏气声音很大则为气缸漏气,更换气缸(注意检查是否为管道未接好导致的漏气)
②,气缸密封条或气缸滑块附近松香堆积太多导致气缸移动困难
解决办法:使用抹布粘酒精把松香残留物清理干净,并加黄油润滑保持气缸移动顺畅,建议1个月清理一次气缸上的松香残留物
③,电磁阀故障导致气缸无法移动或移动困难
解决办法:开启手动喷雾后,电磁阀线圈会供电亮灯,首先检查电磁阀24V直流供电是否正常,无供电需要查看图纸检查继电器或PLC输出。供电正常电磁阀不工作则更换电磁阀或电磁阀线圈


④,气缸供气气压不够或者供气管道弯折导致供气量低,气缸无法移动
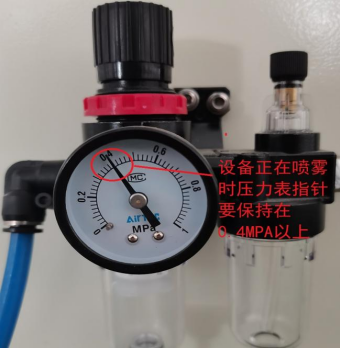
解决办法:检查外部供气气压必须在开启喷雾时保持≥0.4MPA以上,同时可以调节气缸压力减压阀,偏低时气压太低无法推动气缸。管道弯折导致气缸无法移动需要检查所有管道有无折弯角度过大,校正管道
步进马达移动故障原因:
①,步进马达或驱动器损坏
解决办法:检查步进马达A,B两相之间的电阻是否一致,不一致则马达损坏需要更换马达,驱动器发生故障时指示灯会变为红色,有可能是步进马达引起的驱动器报错,拆除步进马达A,B相线后,指示灯由红变绿则是步进马达损坏,拆除马达相线后还是红灯则更换驱动器
②,直线导轨滑块问题导致无法移动
解决办法:检查直线导轨滑块是否有松香残留物,用抹布粘酒精清理干净并加黄油,建议1个月维护一次;拆除马达所有相线后用手推动喷头是否移动困难,一般拆除马达相线后手推喷头没有阻力很顺畅,如果阻力很大则是直线导轨滑块损坏,更换直线导轨滑块
③,皮带或同步轮故障导致无法移动
解决办法:检查皮带是否松动或者脱离,断裂导致马达空转。同步轮是否轴承卡死或磨损导致打滑或移动困难。(调整过同步轮后需要检查马达同步轮和另一侧同步轮是否在一条线上,不在一条线上容易导致皮带磨损,以及皮带擦边带来的异响)
2,喷头喷雾系统
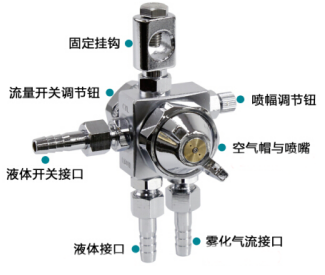
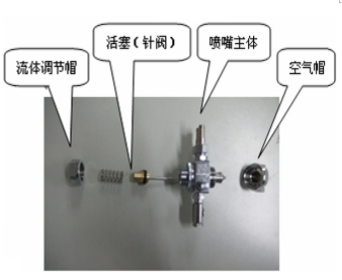
助焊剂喷头主要包括喷雾造型帽、喷嘴主体部分、活塞(顶针)、顶针弹簧、流量调节螺母(喷头底盖)、几大块组成。
①,喷头只喷气不喷助焊剂
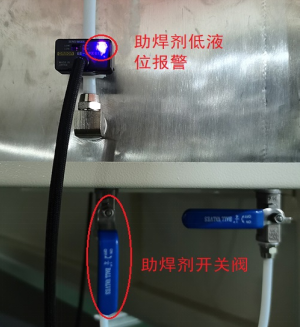
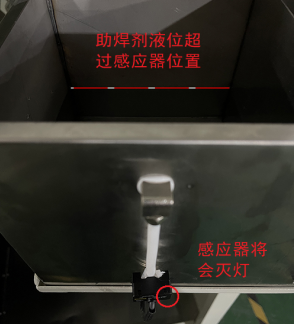
解决办法:首先检查外部供气气压必须在开启喷雾时保持0.4mpa以上,“喷雾流量”减压阀保持在最大限位处(该减压阀旋钮抬高后向右拧至拧不动为止),压力低于0.3mpa喷头针阀无法正常开阀闭阀,助焊剂无法流入喷头腔体内。助焊剂箱助焊剂液位有没有达到一定的高度,没有水压助焊剂无法流到喷头内,助焊剂开关球阀是否开启,管道有无折弯角度过大,校正管道等基本操作。
再通过逆时针拧松喷头底盖,从而加大喷头流量,同时可以调大喷头顶针压力减压阀,偏低时气压太低无法喷出助焊剂。另还需要检查助焊剂箱助焊剂液位有没有达到一定的高度,没有水压助焊剂无法流到喷头那边,助焊剂开关球阀是否开启等基本操作。


上述检查完成后还是无法喷雾则为喷头内部堵塞导致,需要拆下喷头进行维护,必须要记住拆卸喷头时的三个接口对应的三根管道,不能接错管道,否则喷头无法使用。参考喷头保养指导书进行维护,建议每2周拆卸喷头维护一次,使喷头稳定在最佳状态。
维护喷头后还是不喷雾则更换喷头,助焊剂粘性很强,稍有维护不当喷头就会损坏,所以每日每月保养必须按照规定完成,最好准备一个备用喷头,维护时更换备用喷头不耽误生产,晋力达自产波峰焊均配备2个喷头。
②,喷头不喷气也不喷助焊剂
解决办法:首先还是要排除气压低等基本操作后检查喷雾电磁阀有无24V直流供电亮灯,如果电磁阀有供电不喷雾先关闭喷雾,按下电磁阀阀体上的手动按钮能否正常,如果正常则是电磁阀线圈损坏,更换线圈。供电正常按手动按钮也没反应这是电磁阀阀体坏,更换整个电磁阀。
电磁阀无供电则为上级继电器或PLC故障,参照图纸或厂家售后进行排查。
附波峰焊喷雾区日常保养内容
1、每日下班前喷头需要用酒精喷3-5分钟,具体操作(需关闭预热箱再操作):关闭助焊剂球阀,打开酒精阀,点击喷雾手动(触摸屏款)或设置一连续喷雾(电脑款),第二天上班请关闭酒精阀,喷干净管道内残留的酒精,再打开助焊剂阀,待再喷雾半分钟至管道内残留酒精喷干净可正常工作。
2、每周清理一次助焊剂箱抽屉内松香残留物,助焊剂箱上端过滤网,助焊剂喷头外表擦拭干净。
3、每月打开喷雾马达或气缸上端盖子,用酒精擦拭滑块上的助焊剂残留物,加入少量润滑黄油,保持喷雾移动的流畅性和稳定性。
4、每两周拆除喷嘴清洗一次,喷嘴下面的螺纹盖,内部顶针,弹簧,上端雾化盖,放入酒精浸泡1-2小时以稀释掉助焊剂残留物,保持喷嘴的持续工作稳定性。
5、每月清理进板光点眼上端的灰尘和助焊剂残留物,保持感应器的工作稳定。
6、每月清理喷雾箱上端抽风管道内松香残留,保证抽风顺畅。
