

回流焊作业指导书
发布时间:2022-01-12 浏览:次 责任编辑:晋力达
| 文件标题 | 回流焊作业指导书 | 文件编号 | 设备编号 | ||
| 版次 | 制定部门 | SMT设备部 | 制定日期 | ||
| 制定人 | 审核人 | 批准人 | |||
我司晋力达为了方便客户生产部正确使用回流焊,推出回流焊作业指导书模板,可供各位客户直接套用或借鉴。

1.目的:正确的使用回流焊,保证设备顺利运行
2.适用范围回流焊(晋力达G系列回流焊通用)
3.开机前检查:
(1).检查电源供给是否指定三相四线制的电源;
(2).检查设备是否完好接地;
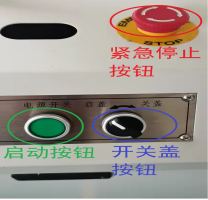
(3).检查位于出入口端部的紧急开关是否弹起;
(4).检查抽风风机是否开始工作。
4.注意事项:
(1).人工入板时,产品送入回流焊要等待产品完全接触到传送带才能松手,防止产品掉落的隐患。
(2).生产人员必须佩带工作手套,口罩,发箍,禁止触摸传输带,当心设备进出口传动位置烫伤,机械伤手,头发卷入传动带。
(3).此设备仅用于SMT生产部,不得将其他物品放入炉内。
(4).工程师每班次点检实际温度显示,并记录在《炉温记录表》上,同时每班次测一次炉温曲线图,对炉温曲线结果核准并打印保存。
(5).日常保养内容严格按照作业指导书第7大项执行,并将保养结果记录在《设备日常保养记录表》上。
(6).若遇紧急情况,迅速按下机器两端有“紧急开关”并迅速通知工程技术人员解决;
(7).严禁控制用计算机作其他用途,非指定人员勿操作此设备。
(8).如遇停电故障应该立即联络技术人员打开回流焊盖子,取出炉内产品,防止长时间烤坏
5.开机:
(1).以上检查项目ok后,将外部电箱上的电源总开关拨到on状态;
(2).将回流焊面板绿色按钮开关按住2秒钟以上,启动回流焊,计算机直接启动至windows操作画面;
(3).在电脑桌面上双击 图标,选择下拉管理员账号admin ,密码输入:666666 系统将会进入运行画面,自动运行上次关机前设置的工作条件参数;软件打开后选择参数组或直接点击退出。
图标,选择下拉管理员账号admin ,密码输入:666666 系统将会进入运行画面,自动运行上次关机前设置的工作条件参数;软件打开后选择参数组或直接点击退出。
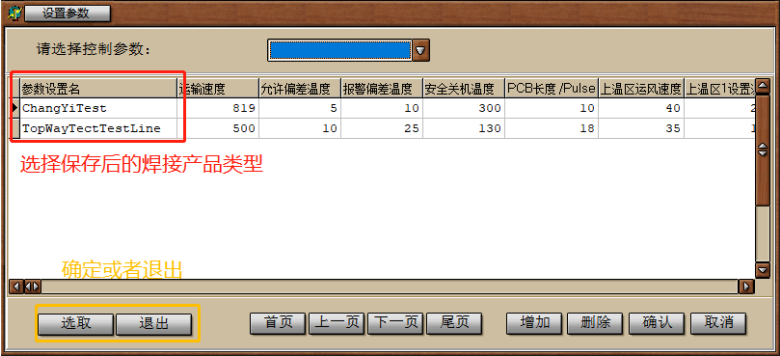
调试好的参数点击![]() ,并以产品或者工艺命名,便于下次使用;
,并以产品或者工艺命名,便于下次使用;
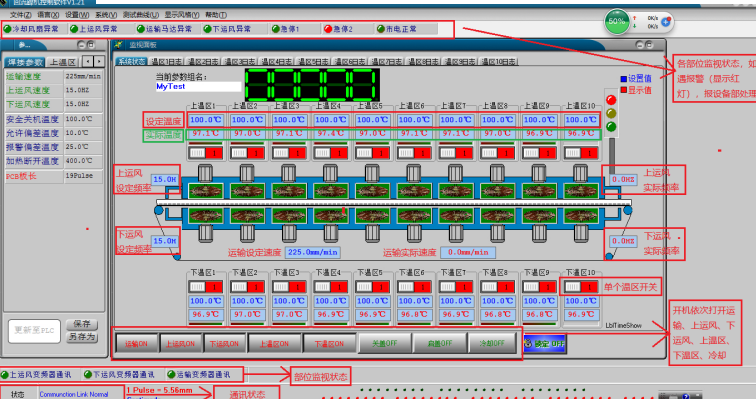
软件界面各部位详细介绍
(4)炉温参数设置:检查系统画面参数与设置是否相符,参数设定根据产品调节各温区温度;注意修改完参数以点击 ;
;
(5).炉温测试:回流焊炉温正常后,工作指示灯由黄变绿后,再等候5分钟温度稳定,待所有温区以及参数均达到设定值后用测温仪测量炉内各温区是否正常,空载温差在允许范围内+/-2℃;满载情况下允许范围内+/-10℃
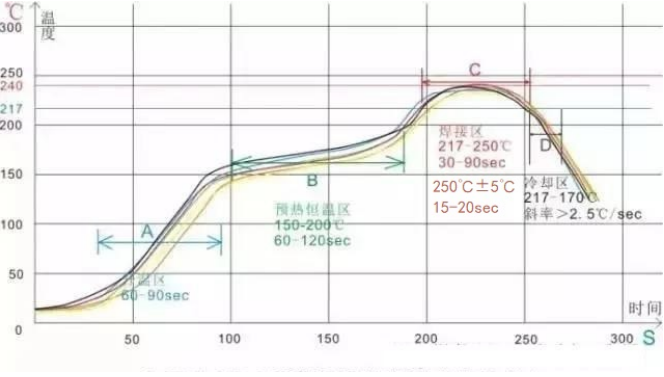
参考产品炉温曲线图
(6).参数测试ok后,根据生产机型,调整轨道速度,准备生产,如遇到特殊情况,要根据实际情况适当的调整。
5.关机:
(1).生产完成后检查确定回流焊机器内部没有基板,准备关机,为避免风道及传输部件过热变形,点击软件界面左上角‘文件’下拉菜单选择‘自动关机’,系统自动关机。
系统自动冷却至设定的‘安全关机温度’后,将自动关闭操作系统和整机电源;
禁止在选择‘自动关机’状态下直接关闭外部总闸,会导致下次开机持续处于关机状态无法开机(开机后又自动关机,出现此错误情况需要等待半小时再开机);
6. 操作注意事项:
(1).G系列中型、大型回流焊有两抽风口,直径为200mm,排气量为10m³/min。实际生产中,必须将两个抽风口与工厂主通风道连接,工厂排风口需保持负压状态,防止松香无法抽走回流到回流焊里面;
(2).ups应处常开状态,当遇到断电时,机器会自动接通内置ups,运输系统的传送电机会继续运转,将pcb板从炉腔内运出,免受损失;
(3).测温插座、插头均不能长时间处于高温状态,每次测完温度后务必将测温线从炉中抽出,避免高温变形。
7.设备保养
(1).每1个月对传动轴承,链条部位适量注入耐高温黄油,防止齿轮、链条、导轨出现磨损。
(2).每2个月需打开回流焊盖子清理高温马达附近的松香残留物,灰尘,检测热风马达是否全部运转正常(开盖维护作业请放置2个安全凳顶住炉胆,防止故障导致炉胆压住作业人员)。
(3).每2个月打开炉膛用工业酒精清理炉膛内部每个温区的封板,擦拭附着在上面的测温探头以维持探头对温度的灵敏度。
(4).每1个月打开炉膛使用吸尘器清理炉膛内部表面的松香和残留物。
(5).每1个月打开电箱使用席吸尘器对内部配件上的灰尘,尤其是PLC和变频器,防止导电灰尘进入将其烧坏(需关闭设备外部总闸后处理,防止触电)。
每半个月拆除抽风区过滤网浸泡1个小时,清除掉松香残留物,防止废气无法被抽风机排放,防止松香堵塞风导致损坏。
