

回流焊炉温曲线测试方法和流程
发布时间:2022-02-18 浏览:次 责任编辑:晋力达
一、目的
本规范规定炉温曲线的测试周期、测试方法等,以通过定期的、正确的炉温曲线测试确定最佳的曲线参数,最终保证 PCB 装配最佳、稳定质量,提高生产效率和产品直通率,解决工程人员的测试问题,为企业优化生产,创造更多利润。
二、定义
1、 回流曲线
在使用焊膏工艺方式中,通过固定在 PCB 表面的热电偶及数据采集器测试出 PCB 在回流焊炉中时间与温度的可视数据集合,根据焊膏供应商推荐的曲线,对不同产品通过适当调整温度设置及传输链的速度所得到的最佳的一组炉温设置参数。
2、 固化曲线
在使用点胶或印胶工艺方式中,通过固定在 PCB 表面的热电偶及数据采集器测试出 PCB 在固化炉中时间与温度的可视数据集合,根据焊膏供应商推荐的曲线,对不同产品通过适当调整温度设置及传输链的速度所得到的最佳的一组炉温设置参数。
3、 基本产品
指在一个产品系列中作为基本型的产品,该系列的其它产品都在此基础上进行贴装状态更改或对印制板进行少量的改版,一般情况下一个产品系列同一功能的印制板其图号仅在版本号上进行区分。
4、 派生产品指由于设计贴装状态更改、或印制板在原有基础上进行少量的改版所生成的其所改动的 CHIP 类器件数量未超过 50 只、同时没有对外形尺寸大于□20mm×20mm 的 IC 器件(不包括 BGA、CSP 等特殊封装的器件)的数量进行调整的产品。
5、 全新产品
指产品公司全新开发、设计贴装状态更改或印制板在原有基础上改版时所生成的其所改动的 CHIP 类器件数量超过 50 只、或对外形尺寸大于□20mm×20mm 的 IC 器件的数量进行调整的产品。凡状态更改中增加或减少了 BGA、CSP 等特殊封装的器件的产品均视为全新产品。
6、 测试样板
指用来测试炉温的实装板,严格来说,该板必须贴装有与用来测试的生产状态基本一致的元器件
三、回流焊炉温测试点的选取
测试点的选取一般最少三个部位,代表PCB组件上温度变化的测试点(能反映PCB组件上高、中低温部位的温度变化); 般情况下,高温度部位在PCB与传送方向相垂直的元件边缘中心处,低温度在PCB 靠近中心部位的大型元件半田端子处(PLCC.QFP等),另外对耐热性差部品表面要有测试点,以及客户的特定要求。
四、产品测温点的制作方法
热电偶与测试位置要可靠连接,否则会产生热阻,另外与热电偶接触的材料以及固定热电偶的材料应是小的,因其热或吸热作用将直接影响热电偶测量值的真实性。
热电偶固定的有以下四种方法:
1、使用高温焊锡,如银/锡合金,这个方法通常用于可以为作曲线和检验工艺而用一块专门的参考板的运作,如图 1 所示。应该注意的是保证最小的锡量,以避免影响曲线,如图 2 所示。
2、开普顿(Kapton)或铝胶带,或者称为高温胶纸,它是最容易使用,但最不可靠的固定方法。使用胶带作温度曲线时测温线不可过度弯曲,同时热电偶连接点在加热期间从接触表面提起,导致所量测到的温度曲线会上下飘游,经常显示很参差不齐的曲线,得到的温度数值会不准确。但其因容易使用和不留下影响装配的残留物,使得开普顿或铝胶带成为一个受欢迎的方法。
3、高温胶,如氰基丙烯酸盐粘合剂,高温胶的使用通常得到热电偶对装配的刚性物理连接。缺点包括高温胶可能在加热过程中失效的可能性、作完曲线后取下时在装配上留下残留物;同时应该注意使用最小的胶量,因为增加热质量可能影响温度曲线的结果,如图 3 所示。

压力型热电偶,夹持在线路板的边缘,使用弹力将热电偶连接点牢固地接触固定到正在作温度曲线的装配上。压力探头快速、容易地使用,对 PCB 没有破坏性。
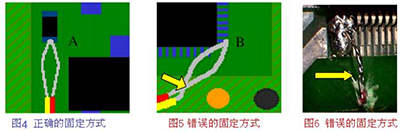
4、热电偶固定时不能将其正负两极在固定点之前直接接触,二者必须分离,如图 4 所示,否则所测试的温度并非固定点的温度,而是空气的温度,如图 5、图 6 所示。
五、测温板的制作方法
1、采用与生产料号一致的样品板作为测温板,制作测温板时,原则上应保留必要的具有代表性的测温元器件,以保证测试测量温度与实际生产温度保持一致。
2、测温板与生产料号在无法保持一致情况下,经工程师验证认可,可使用与之同类型的测温板进行测量。
3、测温点应该选择最具有代表性的区域及元件,比如最大及最小吸热量的元件,零件选取优先级(如Socket->Motor->大型BGA ->小型BGA->QFP或SOP->标准Chip)除此之外,还应选择介于两者之间的一个测温区。
4、一般测温点在每板上不得少于3个,有BGA或大型IC至少选取4个,基于特殊代表型元件为首选原则选取元件。
5、位置分布:采用全板对角线型方式或4角1中心点方式,能涵盖整块板位置分布.
6、测温线应用耐高温黄胶带或红胶固定在测温板上。
六、测试回流焊炉温曲线
1、根据工程师制定的温度制程界限,炉温测试技术员基于不同的回流炉结构先行预设定各区炉温,以达到温度制程要求.
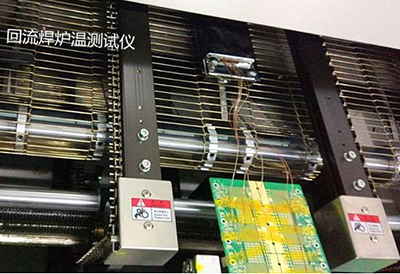
2、将测温板上的热电偶依次插入测试仪的插孔内.戴上保护套,同时注意空气线必须插入第一插孔内。
3、炉温设定后,待回流炉绿灯正常亮起后,方可以用测温板进行测试。
4、将测温板及测试仪小心的放入回流焊的传送带或链条上,并打开测试仪的电源及记录数据开关,进板方式应与所生产的板子相同。
5、测试完成后,在出板端取出测试仪。
6、在电脑端读出温度曲线,检查曲线是否在合理的制程范围内,否则技术员需要继续调试各区温度,直到测量出符合制程界限的温度曲线.
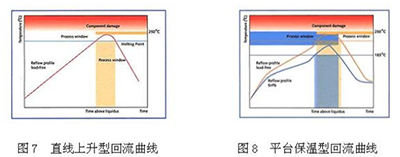
焊膏常用的炉温曲线分为直线上升型(或三角型,如图 7 所示)与平台保温型(如图 8 所示)
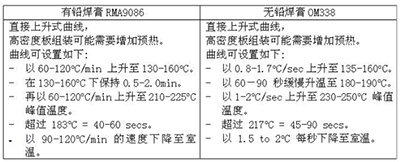
爱法有铅焊膏 RMA9086 与无铅焊膏 OM338 推荐回流曲线:
七、对测定的回流焊炉温数据收集
1、打开电脑测温软件程序。并检查锡膏制程是否OK.
2、输入相关信息包括炉温、温区、链速、测试通道等。
3、根据提示连接测温仪,开始读取数据。
4、根据温度曲线要求分析数据,并将符合规定的温度曲线打印出来,以便存档.
5、填写《温度曲线确认表》,并有ME、IPQC共同确认OK后张贴在回流炉上。
八、回流焊炉后问题检查
检查在此温度设置下的基板过炉后焊接情况,根据此焊接良率来确认此设定范围及炉温参数设定的合理性。
炉温参数变化引起不良的解决方法
1、虚焊:锡膏没有或没充分与器件引脚焊接,可通过提高回流焊温度或时间来解决。
2、连焊:通常降低回流区温度或时间来改善连锡现象。
3、锡珠:由于预热区温度过高或经过时间短,导致锡膏中水分、溶剂未充分挥发,在回流区 时飞溅而形成锡珠,因此降低预热区温度或时间、减少上升斜率可得以解决。
4、焊点不光亮:焊点不饱满所导致的不光亮。可降低回流区温度或加快链速解决。
锡膏未充分熔化导致的不光亮,可提升回流区温度或减慢链速解决。
5、胶液主要不良为粘接强度不够(过波峰焊或转运过程中时易掉件),其解决方法是:由于固化温度和时间不够所造成的,提升温度或减慢传输速度。 因固化温度过高或时间长造成胶水老化所致,则此时降低温度或加快传输速度。
九、炉温测试管理
回流焊炉温由技术员每天测试一次,若换线应重新做,并将正确的温度曲线图打印,填写相应的《温度曲线确认表》。
1、 炉温测试周期:原则上工程师根据当月所生产的产品应每月测试一次,将测试结果记录在“炉温参数设置登记表”上,并将炉温曲线打印存档。
2、 原则上全新产品必须经过炉温测试,确定准确的炉温设置参数,但对批量小于 100 套的全新工程师可以根据原有的相似产品根据观察实物的焊接效果进行自行调整。
3、 全新产品在炉温测试时应领取新的测试样板,派生产品可采用原基本产品的测试样板进行炉温测试, 以针对不同的产品及状态设置相应准确的炉温参数。
十、回流焊炉温测定注意事项
1、如客户有要求需测量IC/QFP温度时,要将热电偶 线引接在IC的引脚上。
2、如客户有要求需测量BGA温度时,需在测试板正面的BGA焊盘处位置上的钻一个孔,直至反 面,把热电偶线从测试板反面插入焊接到BGA的焊点上,同时将整个BGA焊接在测试板上。
3、如需测量手焊元件温度时,要将热电偶线从正面穿过焊孔,伸出测试板的长度为1.5-2mm以便接触到锡波。
4、在测试的过程中注意安全,防止高温烫伤。
